Crown Wheel Preload
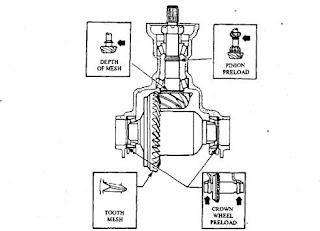
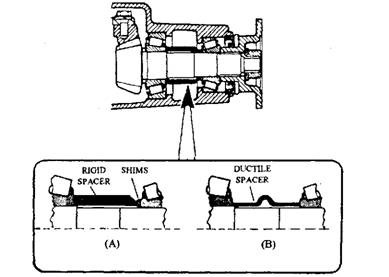
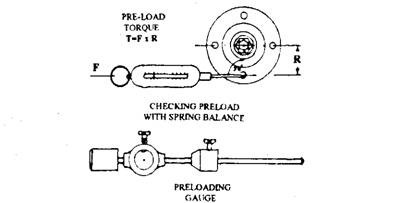
Crown Wheel Preload To achieve the low noise level, housing rigidity and accurate gear alignment are essential with a hypoid gear. This necessitates elimination of slackness in the crown wheel bearings by preloading. Out of the various methods used to measure the preload, the most common one is to measure the spread (outward deflection) of the bearing caps when the adjusters are screwed together. As an example, a preload cap-spread of 0.1 mm indicates that after preloading the side bearings, the distance between the bearing caps has increased by 0.1 mm. Fig. 26.42. Final drive adjustment When shims are employed to control the backlash, the preload is obtained by increasing the shim thickness on each side of the crown wheel and the shims are added after the backlash has been set. Axles with this construction need a special tool to 'spread the caps' before the crown wheel assembly is removed or refitted. Figure 26.