Universal Joints (Automobile)
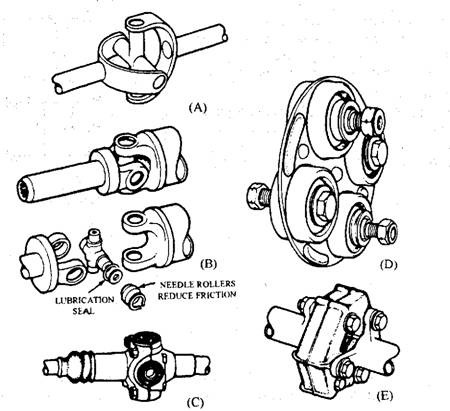
Universal Joints Universal joints are capable of transmitting torque and rotational motion from one shaft to another when their axes are inclined to each other by some angle, which may constantly vary under working conditions. Universal joints are incorporated in the of vehicle's transmission system to perform three basic applications : (a) Propeller shaft end joints between longitudinally front mounted gearbox and rear final drive axle. (b) Rear axle drive shaft end joints between the sprung final drive and the unsprung rear wheel stub axle. (c) Front axle drive shaft end joints between the sprung front mounted final drive and the unsprung front wheel steered stub axle. Universal joints have movement only in the vertical plane when they are used for longitudinally mounted propeller shafts and transverse rear mounted drive shafts. When these joints have been used for front outer drive shaft they have to move in both the vertical and horizontal plane to accommodate both vertica